Packaging conveying roller
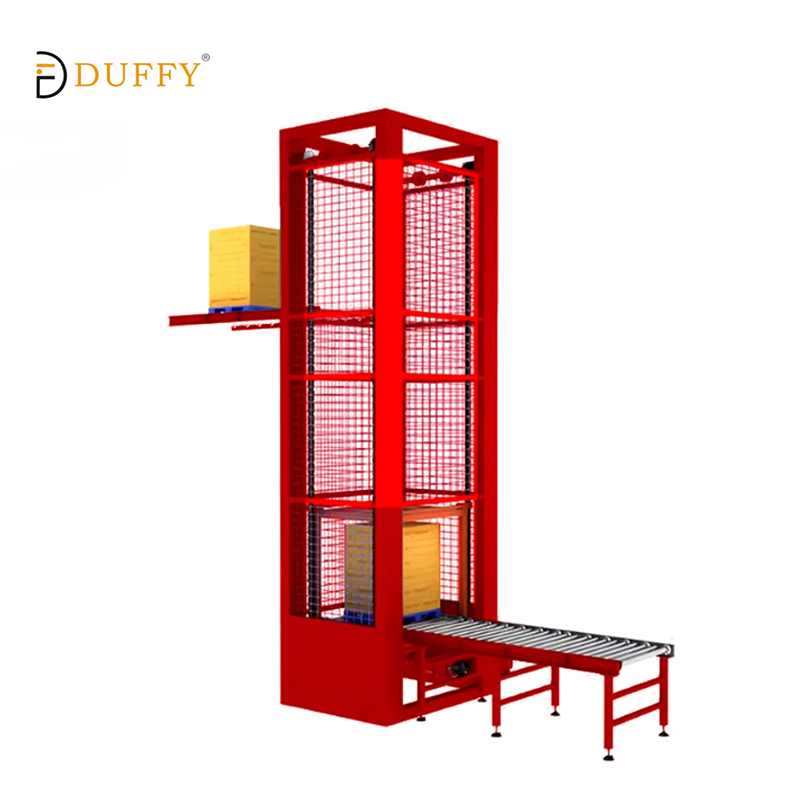
Vertical Reciprocating Vrc Lifts Conveyor VRC-X500 vrc lifts
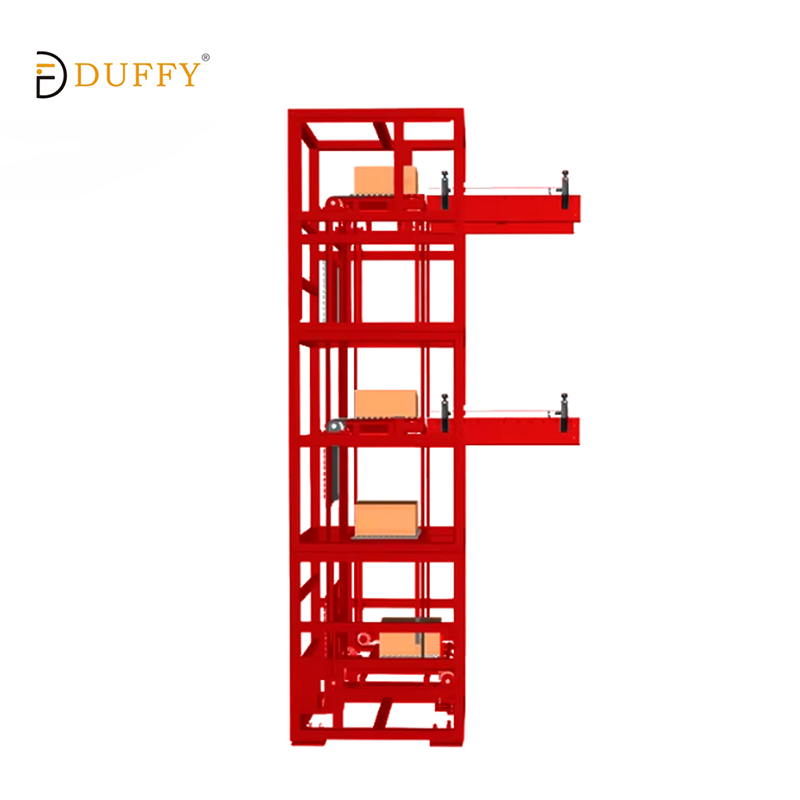
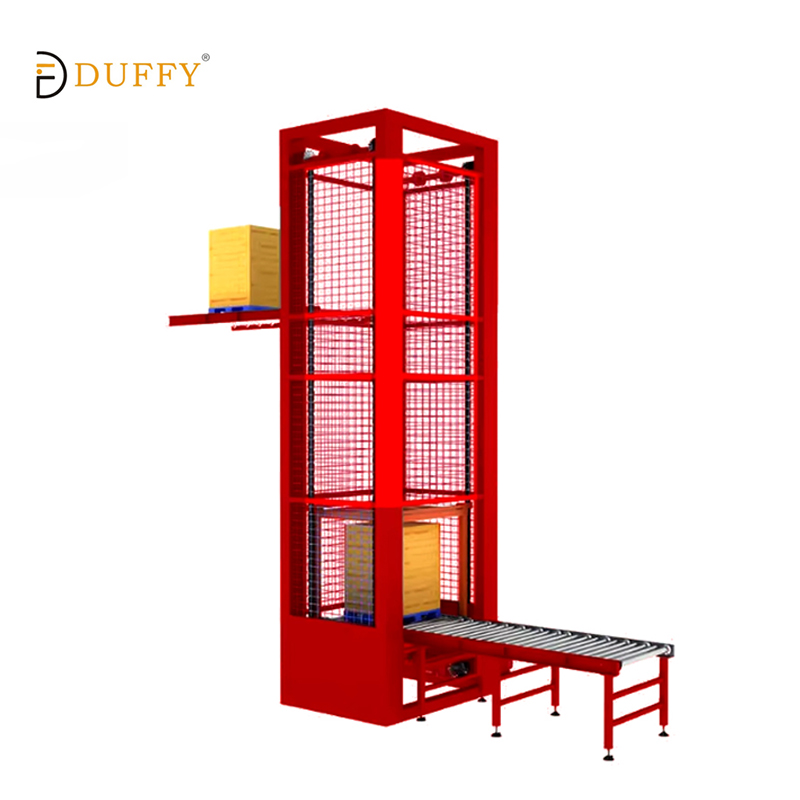
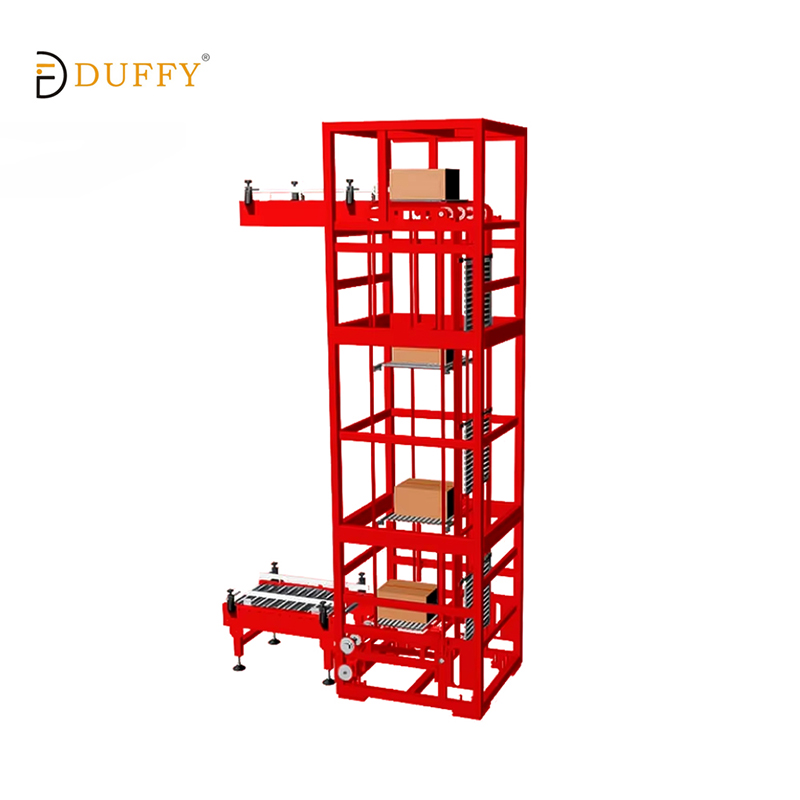
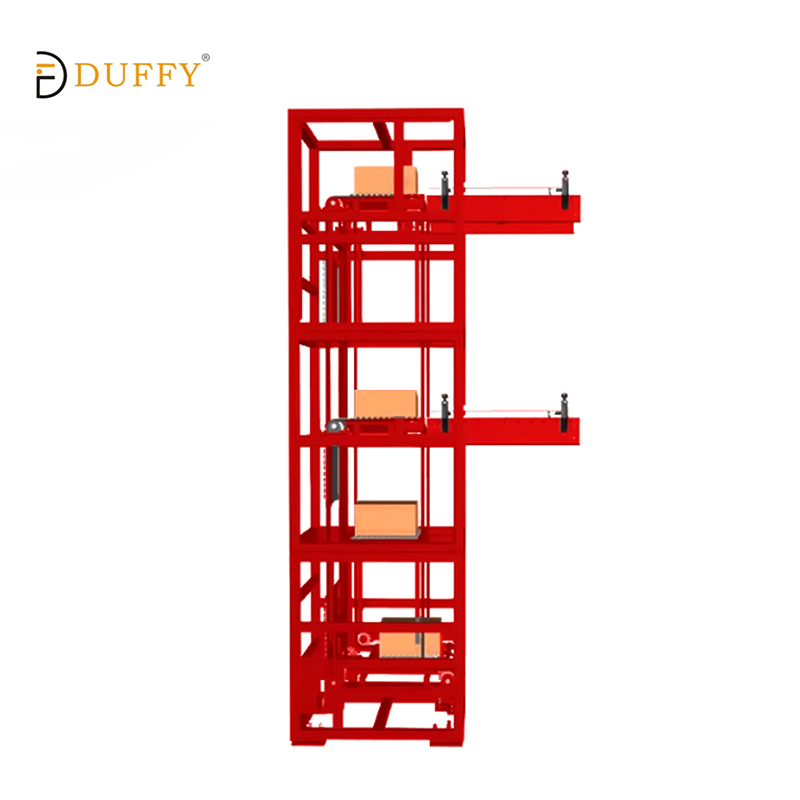
The VRC-X500 Vertical Reciprocating Lift is a robust industrial equipment for transferring large goods and palletized products between different floor levels with high stability. Contrarily to traditional lift mechanisms, the X500 is made for heavy-duty use, providing a sturdy alternative to freight elevators which can be effectively incorporated into a facility's automated workflow.
This "vertical conveyor" based system significantly raises warehouse productivity by automating the material movement between mezzanines, basements, and elevated production lines. The highly efficient motor and the guide rails accurately positioned guarantee the safe transport of even very delicate or heavy items, thus not only decreasing the risk of damage to the products but also doing away with the inefficiencies of manual floor-to-floor hauling.
Key Features & Advantages
Maximum Vertical Space Utilization
The VRC-X500 is designed to aid the conversion of unproductive overhead areas into functional storage and production spaces.
Industrial-Grade Heavy-Duty Performance.
Industrial-Grade Heavy-Duty Performance
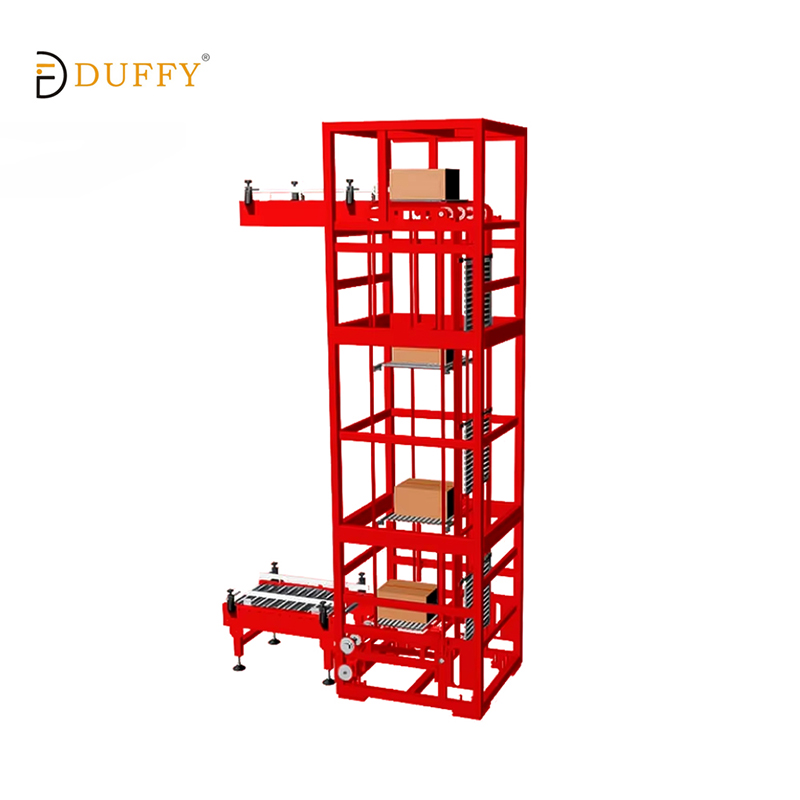
The X500 incorporates heavy structural steel and large capacity drive components to meet the exacting demands of 24/7 industrial operation. Even when faced with continual vibration and stress typical of large-scale manufacturing and distribution environments, the system will readily withstand impact loading and heavy palletized goods, keeping its structural integrity and alignment.
Multi-Level Precision Positioning
Incorporated with sophisticated laser-guided sensors and a variable frequency drive, the lift can get very close to the target floor level with its positional ability. This level of precision guarantees that the lift carriage will always stop exactly level with each floor, ensuring easy and safe transfer of wheeled carts, pallet jacks, or automated guided vehicles (AGVs). This feature greatly enhances safety and reduces the chance of damage to the equipment during loading and unloading.
Redundant Safety and Labor Efficiency
| No. | Specification Name | Details |
|---|---|---|
| 1 | Model | Reciprocating Elevator -001 |
| Main Frame | Main frame made of 4mm thick 80mm×80mm square steel tube; overall structure is aesthetically pleasing and robust. | |
| Main Drive System | 1.5 kW motor from Taibang or equivalent brand. | |
| Main Chain | Domestic high-quality 16A chain from Donghua. | |
| Car Bottom | 4.0mm patterned steel plate. | |
| Load Capacity | Maximum 300 kg per pallet. | |
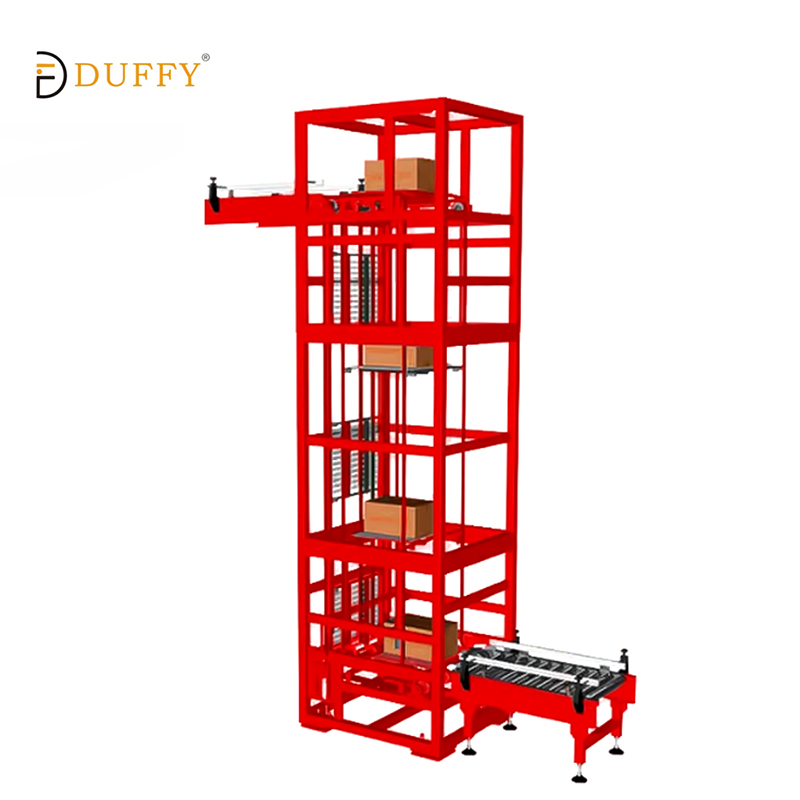
| Performance | Lifting speed: 0–30 m/min (variable frequency control); Capacity: 120 boxes/hour; Forward and reverse circulation. | |
| Lifting Height | H = 6000~7000 mm; Stroke: 6400 mm. | |
| Surface Treatment | All steel materials are treated with epoxy resin powder electrostatic spray. | |
| Color | As per technical requirements. | |
| Enclosure | Carbon steel plate + sealing. | |
| Car Features | Both sides of the car use roller wrapping for smooth and quiet operation with low noise. | |
| Structure Details | a. Main body frame b. Car – double chain pallet roller conveyor c. Maintenance access with side-mounted monkey ladder. | |
| 2 | Infeed & Outfeed Roller Line | Roller line size: L3000×W1500×H400 Roller: Ø60×1.5 double sprocket drive roller with galvanized surface treatment. Drive: 0.2 kW Taibang motor. |
| 3 | Electrical Control System | Electric cabinet and control panel: A3 steel with baked paint finish. Logic controller: Huichuan, Xinje, or equivalent PLC. Drive system: Huichuan, Shihlin, or equivalent inverter. Low-voltage components: Chint or Delixi circuit breakers, motor protectors, and contactors. Sensing: SICK or Omron photoelectric switches. Interface: Integrated touch screen with infeed/outfeed elevator operation boxes and a running status warning light tower. |
Factory Introduction
Optimize your warehouse and distribution efficiency with tailored intelligent logistics solutions from Duffy Machinery, a leading material handling specialist based in Fujian, China.Since our establishment in 2007,
we have spent more than 10 years refining intelligent operational systems, with our core team offering 14 years of professional manufacturing experience for each customized project.
With a 35,000㎡ factory and 100+ skilled staff, Our factory is capable of producing 73,000 meters of roller conveyor lines and 2,000 incline conveyors annually; with a total of seven complete production lines,
we ensure stable production and on-time delivery. We have obtained over 40 professional certifications and patents, including ISO9001, CE, EACC and national high-tech enterprise certification, which fully
demonstrate our quality strength. Our solutions are widely
recognized by global customers in the Middle East, South America, North America, Southeast Asia and other regions, supported by comprehensive after-sales service to ensure stable and efficient operation.



CASE
A major pharmaceutical company in Zhangzhou, Fujian had planned a major remodeling of its distribution center. Its top priorities were first, to make piece-picking and full-case shipping so much more efficient and second to set up a highly reliable system for drug circulation traceability which couldn't be tampered with. They carried out a detailed supplier selection process and finally signed a contract with Zhangzhou Duffy Machinery Co., Ltd. for the implementation of a local high-quality solution.
Problem Statements The factory was largely reliant on manual sorting and dispatching operations that were riddled with bottlenecks. With the process being highly dependent on human intervention, the operations were slow, error rates increased, and maintaining real-time data logs required by the stringent pharmaceutical regulations became a challenge. The company needed a solution that could handle very high production volumes while still being able to track each unit through its entire lifecycle.
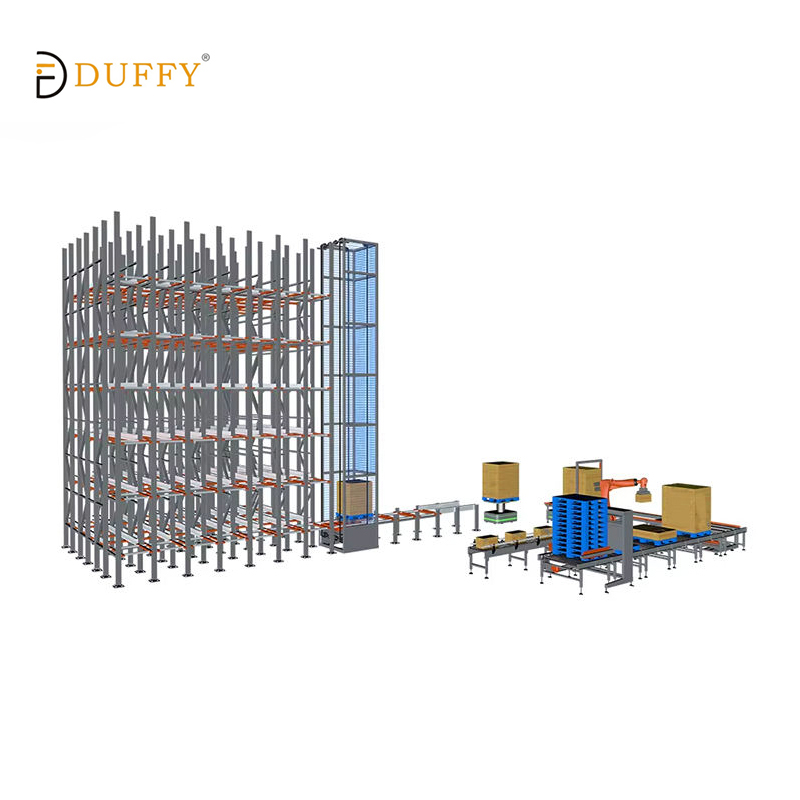
Tailored Approach Duffy Machinery designed a totally integrated intelligent logistics system that is in fact tailor-made for pharmaceutical environments. The hardware package included powered roller conveyors and transverse transfer machines for automated material handling, a DWS system (Dimensioning, Weighing, and Scanning) for automated data capture, and a mix of non-powered rollers and dedicated review stations for manual quality inspections.
Primary Advantages and Outcome The project completely changed the way performance is measured. The system rebalanced the picking and unloading routes through the merging of automated transport with high-speed data capture, which resulted in faster order processing and a very significant reduction in human errors. The processing of whole-box shipments was so efficient that the company was able to expand its business exponentially.
Most importantly, traceability was achieved at all points. The DWS system is capable of capturing complete product information very quickly and precisely, the products are shuffled and inspected with the aid of review tables. Thus, the digital audit trail is intact from disassembly to shipment. This strong documentation has been a key factor in safety and quality standards, and there has been an acceptance of this project as a model for logistics modernization in the regional pharmaceutical industry.

Factory Certificate



We're not just about providing top-notch hardware - we're about giving you complete peace of mind. With 42 prestigious industry certifications like ISO9001, CE, and EACC.
Customer concerns (FAQ)
Q1: What distinguishes the VRC-X500 from a typical freight elevator?
A:In fact, the VRC-X500 qualifies as a material conveyor, not an elevator. That is, it is meant to transport products only and not people. One major benefit is that it does not fall under many strict elevator codes, leading to low installation and maintenance costs while enabling higher travel speeds and easy integration into automated production lines.
Q2: What is the maximum weight the X500 series can handle?
A: The X500 is a robust model capable of handling heavy industrial loads. Usual configurations can carry between 1,000 kg and 3,000 kg, however, we can provide customized structural reinforcements for heavier specialized cargo needs.
Q3: Would it be possible to have the VRC-X500 put into operation in an existing building?
A: No problem. The modular, self-supporting mast system of the VRC-X500 minimizes the amount of changes needed to the structure of your building. It can be installed through floor cut-outs, attached to the edge of a mezzanine, or even placed in an outdoor shaft with a weatherproof enclosure, making it a very flexible retrofit solution.
Q4: How is worker safety assured during the loading process?
A: Our "Zero-Risk" safety package entails electro-mechanical interlocked gates that stop the lift from operating unless all gates are shut and not allowing the gates to be opened unless the carriage is present. Besides this, emergency stop buttons and safety light curtains serve as standard personal protection features.
Q5: At what speeds can the X500 travel vertically?
A: Depending on the specs of the drive and the kind of load, the VRC-X500 can achieve speeds varying from 6 to 18 meters per minute. This translates into very frequent "up-and-down" cycles that match the pace of high-speed horizontal conveyor systems.
Q6: Do you offer multiple stopping points at different floor levels?
A: Yes. The smart PLC control permits multiple programmed stops. The lift can be made to serve a basement, ground floor, and several mezzanine levels, and one can call the lift to any particular floor by using a simple panel.
Q7: Will the VRC be capable of handling different kinds of platforms?
A: We provide several types of carriage designs to suit your requirements. These include flat steel plates for pallets, integrated roller conveyors for automatic transferring, or even "V-shaped" cradles for handling cylindrical objects, such as paper rolls or tires.
Q8: To what extent can the VRC-X500 be exposed?
A: Normally used in dry warehouses, we offer several variations to suit different environments. These include explosion-proof types for chemical plants, stainless steel models for food-grade environments, and components with heating for cold-storage areas operating at sub-zero temperatures.


