

In today’s fast-paced logistics and warehousing environment, an efficient cargo truck loading and unloading conveyor system can dramatically improve productivity, reduce labor costs, and enhance workplace safety. However, not all systems are created equal. Choosing the right equipment is critical to avoiding costly downtime, safety incidents, and unexpected expenses.
As a professional in the material handling industry, I’ve seen too many businesses regret decisions based solely on the lowest price. Here’s a practical, field-tested purchasing guide to help you make an informed, high-ROI decision.
1. Electrical Components: Brand Matters for Safety and Longevity
The electrical system is the heart of your conveyor. Poor-quality components are one of the leading causes of breakdowns and safety accidents.
What to look for:
Major electrical elements (PLC, inverters, contactors, sensors, switches, etc.) should have clear brand labeling.
Insist on reputable international or industry-leading brands (e.g., Siemens, Schneider, ABB, Omron, Mitsubishi, etc.).
Avoid systems where components are unlabeled or use obscure, untraceable brands.
Well-known brands provide better reliability, readily available spare parts, and compliance with international safety standards. This directly translates to fewer accidents, lower maintenance costs, and peace of mind.
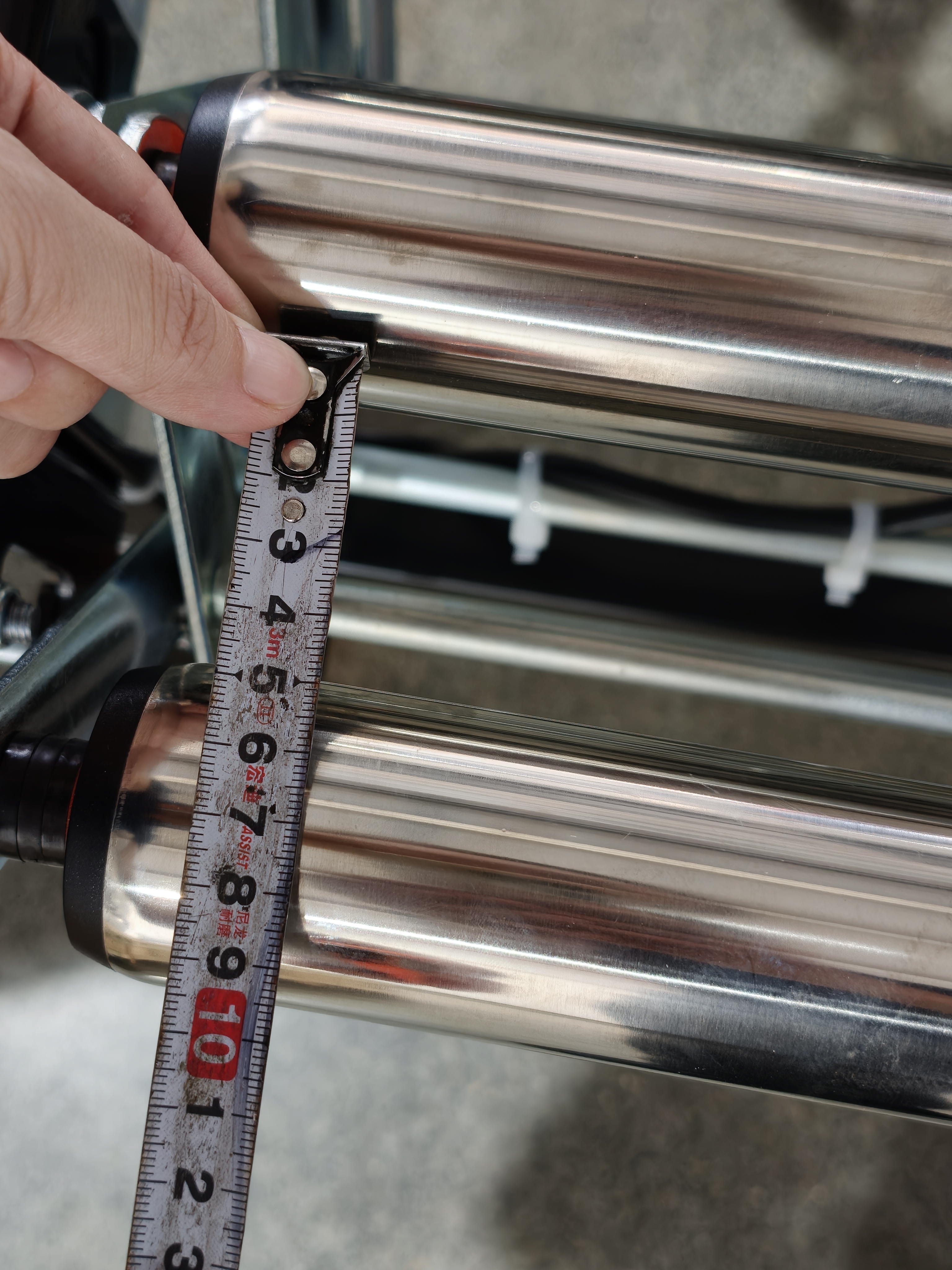
2. Telescopic Conveyor Rollers: Size, Specifications, and Craftsmanship
The telescopic section is where the real work happens. Pay close attention to the rollers — this is an area where some manufacturers cut corners.
Key details to request in writing:
Active (drive) roller diameter and passive roller diameter — clearly specified.
Wall thickness and material grade.
Processing technology: Are the rollers precision-machined, dynamically balanced, and properly surface-treated (e.g., galvanizing, chrome plating, or high-quality rubber coating)?
Bearing brands and sealing performance.
A properly engineered roller system ensures smooth operation, reduced noise, higher load capacity, and longer service life. If the supplier cannot provide detailed specifications, it’s often a red flag for potential quality shortcuts.
3. Transparent Pricing: No Hidden Costs
A responsible supplier will provide crystal-clear pricing for:
Base equipment
Optional upgrades (e.g., hydraulic lifting, side guards, sensors, frequency control, etc.)
Downgrades or simplified configurations
Ask for a detailed quotation that explicitly lists what is included and what is optional. Watch out for vague phrases like “standard configuration” or unusually low base prices that force expensive add-ons later. Transparent pricing builds trust and helps you accurately compare total cost of ownership (TCO).
4. Drive Motor: Voltage Flexibility is a Big Advantage
Modern facilities often need flexibility. A motor that supports dual voltage (220V/380V) is highly recommended. It allows easier adaptation to different power environments, simplifies future relocation, and reduces the risk of incompatibility.
Also request:
Motor power rating clearly matched to your load requirements
Brand (preferably well-known international or top domestic brands)
Protection level (IP rating) suitable for your working environment

5. Structural Integrity: Steel Plate Thickness and Frame Design
The machine body determines load-bearing capacity and long-term stability.

Critical factors:
Thickness of the main steel plates (especially the frame and support legs)
Overall structural design and reinforcement method
Welding quality and surface treatment (powder coating, painting, or hot-dip galvanizing)
Thicker, properly engineered frames provide superior rigidity, minimize vibration, and support heavier loads without deformation. Don’t hesitate to ask for detailed drawings and material certificates.
Final Advice for Smart Buyers
A high-quality cargo conveyor system is not just a purchase — it’s an investment in operational efficiency and safety. The cheapest option often ends up being the most expensive in the long run due to frequent repairs, safety risks, and production interruptions.
Action steps I recommend:
Always request detailed technical specifications and component lists.
Visit the factory or ask for recent customer site references if possible.
Compare total cost of ownership, not just initial price.
Choose suppliers who are transparent and willing to stand behind their products with solid warranties.
If you’re currently evaluating truck loading/unloading conveyor systems, I’d be happy to share more insights or review quotations with you. Feel free to comment below or send me a direct message with your specific requirements (truck size, cargo type, throughput needs, etc.).
What has been your biggest challenge when purchasing material handling equipment? Share in the comments — let’s learn from each other.
